Top 7 Hose Manufacturers List and Guide: How To Solve Scenario 1:…
Introduction: Navigating the Global Market for Hose Manufacturers
In today’s global market, sourcing high-quality hose manufacturers can present a significant challenge for international B2B buyers. With a plethora of options available, ranging from flexible metal hoses to rubber industrial hoses, navigating this landscape requires a comprehensive understanding of various types and their specific applications. This guide aims to demystify the complexities of the hose manufacturing sector by offering a detailed analysis of the different hose types, their intended uses across various industries, and the critical factors to consider when vetting suppliers.
By covering essential aspects such as application-specific requirements, cost considerations, and supplier reliability, this guide empowers buyers from diverse regions—including Africa, South America, the Middle East, and Europe—to make informed purchasing decisions. Whether you are in Nigeria seeking durable hoses for oil refining or in Germany looking for specialized chemical transfer solutions, the insights provided here will help streamline your sourcing process.
Moreover, we will delve into best practices for supplier evaluation, ensuring that your chosen manufacturer not only meets industry standards but also aligns with your operational needs. Equip yourself with the knowledge to navigate the global market effectively and secure the right hose solutions for your business.
Top 10 Hose Manufacturers Manufacturers & Suppliers List
1. HoseMaster – Flexible Metal Hose & Expansion Joints

Domain: hosemaster.com
Registered: 1995 (30 years)
Introduction: Flexible metal hose and metal expansion joints including: Corrugated Metal Hose, Annuflex™, Masterflex, PressureFlex HP®, PressureMax HP®, ChemKing®, ChlorSafe™, Formaflex™, Bronzeflex™, Extraflex™, Hydraflex™, Stripwound Metal Hose, Interflex™, T-Rex™, Poly-Rex™, Ultraflex™, T-Rex SB™, FloppyGuard™, FloppyGuard SQ™, Tar and Asphalt Flow-Tite™, Interflex™, .030 Metal Expansion Joints, PEI Flex Con…
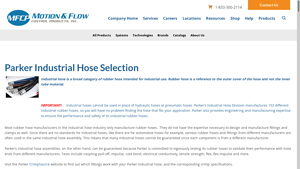
2. Parker – Industrial Rubber Hoses
Domain: mfcp.com
Registered: 1998 (27 years)
Introduction: Parker’s Industrial Hose Division manufactures 153 different industrial rubber hoses for various applications. Industrial hoses are designed for air, water, oil, mild chemicals, and more. Key categories include Air and Multipurpose Hose, Chemical Hose, Composite Hose, Dock Hose, Food & Beverage Hose, and Material Handling/Dredge Hose. Each category features specific products with unique properties…
3. Hanna Rubber Company – Industrial Hoses

Domain: hannarubbercompany.com
Registered: 2004 (21 years)
Introduction: Industrial Hose Supplier with a diverse inventory including Aquahammer Hoses, Chemical Transfer Hoses, UHMW-PE Chemical Hose, XLPE Composite Hoses, Data Center Cooling Hose, Dredge & Dock Hoses, various Ducting Hoses, Edible Oil Hoses, Fire Protection Hoses, Food & Beverage Hoses, High Pressure Air Hoses, Marine & Automotive Hoses, Oilfield Products, and more. Specific types include Black and Red …
4. Able Hose – Industrial Hose Solutions

Domain: ablehose.com
Registered: 2000 (25 years)
Introduction: Able Hose offers a wide range of industrial hose products including:
– Hydraulic Hose
– Pressure-Flex Hose Series
– Tuff Flex Hose Series
– “Poly-Flow” Thermoplastic Hose
– Specialty Hose
– Sewer Cleaning Hose & Sewer Jetting Hose
– Hydraulic Fittings
– Hydraulic Adapters & Support Products
– Crimping Equipment
– Industrial Hose
– Air & Multipurpose Hose
– Chemical Transfer Hose
– Foo…
5. Flexaust – Flexible Hoses and Ducting
Domain: flexaust.com
Registered: 1996 (29 years)
Introduction: Flexaust Inc. is a leading manufacturer of flexible hoses, ducting, and accessories for industrial and commercial applications. Their product offerings include:
1. **Industrial Hoses**: Designed for air, fume, dust, and lightweight material handling.
2. **Hose Accessories**: A range of accessories to complement industrial hoses.
3. **Floor Care Hoses**: Specialized hoses for floor care applica…
6. Hose Warehouse – Industrial & Hydraulic Hoses
Domain: hosewarehouse.com
Registered: 2012 (13 years)
Introduction: Hose Warehouse offers a wide range of industrial and hydraulic hoses, fittings, and related products. Key offerings include hydraulic hose fittings, industrial hose fittings, tubing, thermoplastic hoses, flexible ducting, clamps, quick disconnects (hydraulic, pneumatic, refrigerant, agricultural, and water), and various adapters. The company features over 105,000 products, with an additional 60,00…
7. Stuart Hose – Customized Hoses & Pipes
Domain: stuarthose.com
Registered: 1997 (28 years)
Introduction: Over 70,000 in-stock products from leading suppliers of hose and pipe customized for various application needs. Specializations include: 1. Oil & Gas – Hoses and pipes for transporting crude oil and natural gas, designed to withstand high temperatures, pressures, and corrosive effects. 2. Petrochem – Hoses and pipes for transporting liquids and gases, containing leaks, and directing flow for chemi…
Understanding Hose Manufacturers Types and Variations
| Type Name | Key Distinguishing Features | Primary B2B Applications | Brief Pros & Cons for Buyers |
|---|---|---|---|
| Flexible Metal Hose | Corrugated design, high temperature and pressure resistance | Oil refining, chemical processing, marine | Pros: Durable, versatile, and resistant to extreme conditions. Cons: Higher initial cost; may require specialized fittings. |
| Rubber Industrial Hose | Made from various rubber compounds, flexible and lightweight | Air, water, oil, and chemical transport | Pros: Cost-effective, easy to handle. Cons: Limited temperature tolerance; not suitable for all chemicals. |
| Composite Hose | Lightweight, flexible, often made with multiple materials | Chemical transfer, vapor recovery | Pros: High flexibility, resistant to kinking. Cons: Potentially less durable than metal hoses. |
| Dock Hose | Heavy-duty construction, designed for marine applications | Marine vessel transfer, storage tank discharge | Pros: Built to handle harsh environments; high abrasion resistance. Cons: Bulkier; requires proper maintenance to prevent wear. |
| Food & Beverage Hose | Compliant with sanitary standards, often made from FDA-approved materials | Food processing, beverage transport | Pros: Ensures safety and compliance; prevents contamination. Cons: Higher cost; may require specific cleaning protocols. |
What Are the Characteristics of Flexible Metal Hoses?
Flexible metal hoses are designed with a corrugated structure that allows for flexibility while maintaining durability. They can withstand high temperatures and pressures, making them ideal for demanding applications in industries such as oil refining and chemical processing. B2B buyers should consider the specific requirements of their applications, including temperature ranges and chemical compatibility, when selecting these hoses. While they may have a higher initial investment, their long-term performance and reliability can justify the cost.
How Do Rubber Industrial Hoses Differ from Other Types?
Rubber industrial hoses are versatile and manufactured from various rubber compounds, which provide flexibility and lightweight handling. They are commonly used for transporting air, water, oil, and mild chemicals. Buyers should assess the specific application needs, such as pressure ratings and chemical compatibility, to ensure the right selection. While these hoses are typically more cost-effective, their limited temperature tolerance and chemical resistance may not suit all industrial environments.
What Makes Composite Hoses Suitable for Chemical Transfer?
Composite hoses are engineered from multiple materials, making them lightweight and highly flexible. They are particularly effective for chemical transfer and vapor recovery applications due to their resistance to kinking and vibration. B2B buyers should evaluate the specific chemical properties and transfer requirements when considering composite hoses. Although they offer excellent flexibility, they may not match the durability of metal hoses in some applications.
Why Are Dock Hoses Essential for Marine Applications?
Dock hoses are constructed to handle heavy-duty suction and discharge operations in marine environments. They are designed to resist abrasion and harsh conditions, making them suitable for transferring fluids between barges and storage tanks. Buyers should prioritize maintenance and inspection to prolong the lifespan of these hoses. While they provide robust performance, their bulkiness can be a consideration in terms of handling and storage.
What Should Buyers Know About Food & Beverage Hoses?
Food and beverage hoses are specifically designed to meet sanitary standards and are often made from FDA-approved materials to prevent contamination. They are essential for food processing and beverage transport, ensuring safety and compliance with health regulations. Buyers should consider the cleaning protocols and the potential for higher costs associated with these specialized hoses. Ensuring compatibility with the specific food or beverage being transported is critical for maintaining quality and safety.
Key Industrial Applications of Hose Manufacturers
| Industry/Sector | Specific Application of Hose Manufacturers | Value/Benefit for the Business | Key Sourcing Considerations for this Application |
|---|---|---|---|
| Oil & Gas | Flexible metal hoses for petroleum transfer and drilling | Enhanced safety and reliability in hazardous environments | Compliance with international standards and certifications |
| Chemical Processing | Chemical hoses for the transport of acids and solvents | Prevention of contamination and improved process efficiency | Material compatibility and temperature resistance |
| Food & Beverage | Food-grade hoses for liquid transfer | Assurance of product safety and compliance with regulations | FDA approval and sanitation standards |
| Construction & Mining | Heavy-duty hoses for pneumatic tools and material handling | Increased productivity and reduced downtime | Durability and pressure ratings |
| Water Treatment | Hoses for chlorine and chemical transfer | Effective purification processes and system longevity | Resistance to corrosion and chemical compatibility |
How Are Hose Manufacturers Used in the Oil & Gas Industry?
In the oil and gas sector, flexible metal hoses play a critical role in safely transferring petroleum products and facilitating drilling operations. These hoses are designed to withstand extreme pressures and temperatures, ensuring reliability in hazardous environments. For international buyers, especially in regions like Nigeria and the Middle East, sourcing hoses that comply with stringent safety and performance standards is vital. Additionally, understanding local regulations and certifications can help mitigate risks associated with oil and gas operations.
What Applications Do Hose Manufacturers Have in Chemical Processing?
Chemical processing industries utilize specialized chemical hoses for transporting various acids, solvents, and other hazardous materials. These hoses are often constructed from materials that prevent contamination, ensuring product integrity and safety. Buyers in South America and Europe should prioritize sourcing hoses that meet specific material compatibility and temperature resistance requirements to avoid operational failures. Additionally, ensuring that suppliers provide detailed technical data can facilitate informed decision-making.
Why Are Food-Grade Hoses Important for the Food & Beverage Sector?
Food-grade hoses are essential for transferring liquids in the food and beverage industry, ensuring that products remain safe for consumption. These hoses must meet stringent regulations, including FDA approval, to guarantee sanitation and safety. For B2B buyers in Europe and Africa, it is crucial to source hoses that offer both durability and compliance with local food safety standards. Understanding the specific applications, such as liquid dairy transport or beverage bottling, can also help in selecting the right hose type.
How Do Heavy-Duty Hoses Benefit Construction & Mining Operations?
In the construction and mining sectors, heavy-duty hoses are utilized for pneumatic tools and material handling applications. These hoses are designed to endure harsh conditions, providing durability and reliability that enhance productivity. Buyers need to consider factors such as pressure ratings and abrasion resistance when sourcing these hoses. Additionally, understanding the specific operational requirements in different regions can help in selecting the most suitable hose solutions for construction projects.
What Role Do Hoses Play in Water Treatment Facilities?
Hoses in water treatment facilities are crucial for the transfer of chemicals, such as chlorine, used in purification processes. These hoses must be resistant to corrosion and compatible with various chemicals to ensure system longevity and efficiency. For international buyers, particularly in developing regions, sourcing hoses that meet local environmental regulations is essential. Evaluating suppliers based on their certifications and the technical specifications of their hoses can lead to more effective and sustainable water treatment solutions.

A stock image related to Hose Manufacturers.
3 Common User Pain Points for ‘Hose Manufacturers’ & Their Solutions
Scenario 1: Quality Assurance in Hose Manufacturing
The Problem: B2B buyers often face significant challenges when sourcing hoses that meet stringent quality standards. In industries such as oil and gas, chemical processing, and food and beverage, the performance of hoses directly impacts safety and operational efficiency. Many buyers have experienced issues with hoses that fail prematurely due to inadequate quality control, leading to costly downtimes, safety hazards, and potential compliance violations.
The Solution: To ensure quality assurance, buyers should prioritize sourcing hoses from manufacturers with robust testing protocols and certifications. When evaluating potential suppliers, request detailed documentation of their quality control processes, including test results for durability, pressure ratings, and material compatibility. Look for manufacturers who provide certifications such as ISO 9001, which indicates a commitment to quality management systems. Additionally, consider establishing a collaborative relationship with manufacturers who offer ongoing support, including training programs that educate staff on proper hose selection and maintenance practices. This proactive approach not only mitigates risks but also fosters long-term partnerships that enhance operational reliability.
Scenario 2: Customization Challenges for Specific Applications
The Problem: Many industries require hoses tailored to specific applications, yet buyers frequently encounter limitations with off-the-shelf products. For instance, in the mining sector, hoses need to withstand abrasive materials, high pressures, and extreme temperatures. Buyers often find that generic hoses do not meet their unique specifications, leading to inefficiencies and increased replacement costs.
The Solution: To address customization challenges, buyers should engage with manufacturers that specialize in bespoke hose solutions. Initiate discussions early in the procurement process to outline your specific needs, including material requirements, operational conditions, and performance metrics. A manufacturer with engineering expertise can provide valuable insights into the best materials and designs for your application. Request prototypes or samples to test in real-world conditions before committing to a larger order. Furthermore, establish clear communication channels for ongoing feedback, allowing for continuous improvements and adjustments to hose designs as operational needs evolve.
Scenario 3: Supply Chain Reliability in Hose Procurement
The Problem: In today’s global economy, supply chain disruptions can severely affect hose procurement, particularly for buyers in regions like Africa and South America. Factors such as political instability, logistical challenges, and fluctuating demand can lead to delays in receiving critical hose supplies, jeopardizing project timelines and operational continuity.
The Solution: To enhance supply chain reliability, buyers should diversify their supplier base and consider local manufacturers or distributors to reduce dependence on distant sources. Establishing relationships with multiple suppliers can provide backup options in case of disruptions. Additionally, buyers should implement inventory management practices that include safety stock levels based on lead times and usage rates. Utilize technology such as supply chain management software to track orders, anticipate delays, and communicate effectively with suppliers. Engage in regular reviews of supplier performance to assess reliability and responsiveness. By taking these steps, buyers can create a more resilient procurement strategy that minimizes the risk of supply chain interruptions.
Strategic Material Selection Guide for Hose Manufacturers
What Are the Key Materials for Hose Manufacturing?
When selecting materials for hose manufacturing, it is crucial for B2B buyers to understand the properties, advantages, and limitations of each option. This knowledge ensures that the chosen material aligns with specific application requirements, industry standards, and regional compliance regulations.
How Does Rubber Perform as a Hose Material?
Rubber is one of the most widely used materials in hose manufacturing, thanks to its flexibility and resilience. Key properties of rubber hoses include excellent temperature resistance (typically up to 120°C) and good pressure ratings, making them suitable for various applications. However, rubber can be susceptible to degradation from UV exposure and certain chemicals, which limits its use in harsh environments.
Pros: Rubber hoses are generally cost-effective and easy to manufacture. They provide excellent flexibility, making them ideal for applications requiring bending and movement.
Cons: The durability of rubber hoses can be compromised in extreme conditions, such as high temperatures or exposure to ozone. Additionally, they may require more frequent replacements compared to other materials.
For international buyers, compliance with standards such as ASTM and ISO is essential, as these ensure product safety and performance. In regions like Africa and South America, where environmental conditions can be challenging, selecting the right rubber formulation is critical.
What Advantages Does PVC Offer for Hose Manufacturers?
Polyvinyl chloride (PVC) is another popular choice for hose manufacturing, particularly for applications involving water and light chemicals. PVC hoses typically have a good pressure rating and can handle temperatures up to 60°C. They are also resistant to abrasion and are lightweight, which facilitates easier handling and installation.
Pros: PVC hoses are generally less expensive than rubber and offer good chemical resistance. They are also available in various colors and transparencies, which can be useful for monitoring flow.
Cons: While PVC is durable, it can become brittle over time, especially when exposed to UV light. Its flexibility is also less than that of rubber, which may limit its use in certain applications.
International buyers should be aware of the need for compliance with local regulations regarding plastic materials. In Europe, for example, there are stringent guidelines on the use of PVC in food and beverage applications.
How Do Metal Hoses Compare in Terms of Performance?
Metal hoses, particularly those made from stainless steel, are known for their superior strength and durability. They can withstand extreme temperatures (up to 600°C) and high pressures, making them ideal for industrial applications such as oil and gas, chemical processing, and steam transfer.
Pros: Metal hoses provide excellent corrosion resistance and can handle aggressive media, which makes them suitable for harsh environments. Their longevity reduces the frequency of replacements.
Cons: The initial cost of metal hoses is significantly higher than rubber or PVC options. Additionally, they are less flexible, which can complicate installation in tight spaces.
For B2B buyers, understanding the certifications and standards applicable to metal hoses is vital, especially in regions like Germany, where compliance with DIN standards is mandatory.
What Role Do Composite Hoses Play in Hose Manufacturing?
Composite hoses are designed with multiple layers of materials, typically combining plastics and metal. They offer excellent flexibility and can handle a wide range of chemicals, making them suitable for various applications, including fuel transfer and chemical handling.
Pros: Composite hoses are lightweight and have high kink resistance, which simplifies installation. They also provide good temperature and pressure ratings.
Cons: The manufacturing complexity of composite hoses can lead to higher costs. They may also require specific fittings that can complicate sourcing.
International buyers should consider the specific chemical compatibility and certifications required for composite hoses, particularly in regions with strict environmental regulations.
Summary of Material Selection for Hose Manufacturers
| Material | Typical Use Case for Hose Manufacturers | Key Advantage | Key Disadvantage/Limitation | Relative Cost (Low/Med/High) |
|---|---|---|---|---|
| Rubber | General industrial applications | Cost-effective and flexible | Degrades under UV and harsh chemicals | Low |
| PVC | Water and light chemical transfer | Lightweight and good chemical resistance | Becomes brittle over time | Low |
| Metal | High-temperature and pressure systems | Superior strength and corrosion resistance | High initial cost and less flexibility | High |
| Composite | Fuel and chemical handling | Excellent flexibility and chemical compatibility | Higher manufacturing complexity | Medium |
This guide provides a foundational understanding of the materials used in hose manufacturing. By considering the properties, advantages, and limitations of each material, B2B buyers can make informed decisions that align with their specific application needs and compliance requirements.

A stock image related to Hose Manufacturers.
In-depth Look: Manufacturing Processes and Quality Assurance for Hose Manufacturers
What Are the Main Stages in the Manufacturing Process for Hose Manufacturers?
The manufacturing process for hoses involves several critical stages that ensure the product meets the required specifications for durability, flexibility, and reliability.
Material Preparation
The first step in hose manufacturing is the selection and preparation of raw materials. Different types of hoses require specific materials, such as rubber, PVC, or metal alloys. Manufacturers often use high-grade compounds to enhance resistance to abrasion, chemicals, and temperature fluctuations. The preparation phase may also involve blending materials, where additives like plasticizers or stabilizers are mixed to achieve desired properties.
Forming Techniques
Once the materials are ready, the next stage is forming. This typically involves processes like extrusion or molding, where the prepared material is shaped into the desired hose profile. For rubber hoses, extrusion is the most common method, allowing for continuous lengths of hose to be produced. Metal hoses may undergo processes like corrugation or strip winding, providing flexibility and strength.
Assembly Procedures
Following the forming process, hoses are assembled, which may include attaching fittings and clamps. This stage is crucial because the integrity of the hose assembly directly impacts performance. Manufacturers often employ automated machinery for precision assembly, ensuring that each component fits seamlessly together.
Finishing Touches
The final stage in manufacturing involves finishing processes such as cutting, testing, and surface treatment. Hoses are cut to specified lengths and undergo various treatments to enhance their resistance to environmental factors. Additionally, surface treatments may be applied to improve grip or reduce friction.
How Do Hose Manufacturers Ensure Quality Control Throughout the Manufacturing Process?
Quality assurance is vital in the hose manufacturing industry, as it ensures that products meet international standards and client specifications.
What Are the Relevant International Standards for Quality Assurance?
Hose manufacturers commonly adhere to international standards like ISO 9001, which outlines requirements for a quality management system. Industry-specific standards, such as CE marking for products sold within the European Economic Area, and API (American Petroleum Institute) standards for oil and gas applications, are also critical. These certifications assure B2B buyers of the product’s quality and safety.
What Are the Key Quality Control Checkpoints in the Manufacturing Process?
Quality control (QC) typically occurs at multiple checkpoints during the manufacturing process, including:
-
Incoming Quality Control (IQC): This phase checks the raw materials for compliance with specifications before production begins. Materials that do not meet the required standards are rejected.
-
In-Process Quality Control (IPQC): During manufacturing, continuous monitoring occurs to ensure that processes are being executed correctly and that the product is being produced as per the specifications. This may involve regular measurements and testing of the hose’s physical properties.
-
Final Quality Control (FQC): Once production is complete, final inspections and tests are conducted to ensure the hose assembly meets all required standards. This may include pressure testing, burst testing, and visual inspections for any defects.
What Common Testing Methods Do Hose Manufacturers Use for Quality Assurance?
Hose manufacturers use various testing methods to ensure product reliability and safety:
-
Hydrostatic Testing: This method involves filling the hose with water and pressurizing it to check for leaks or weaknesses. It simulates the operational conditions the hose will face in real-world applications.
-
Tensile and Compression Testing: These tests evaluate the hose’s strength and flexibility under stress. They help ensure that the hose can withstand the mechanical forces it will encounter during use.
-
Thermal and Chemical Resistance Testing: For hoses designed for specific environments, manufacturers may conduct tests to assess how materials react to extreme temperatures or exposure to chemicals.
How Can B2B Buyers Verify Supplier Quality Control Practices?
For international B2B buyers, particularly those in Africa, South America, the Middle East, and Europe, verifying a supplier’s quality control practices is essential to ensure product reliability.
What Steps Can Buyers Take to Assess Supplier QC?
-
Audits: Conducting on-site audits of the manufacturing facility can provide insights into the supplier’s quality management practices. Buyers should look for evidence of compliance with international standards and effective quality control systems.
-
Requesting QC Reports: Suppliers should provide documentation detailing their quality control processes, including results from testing and inspection. Buyers should review these reports for consistency and adherence to standards.
-
Third-party Inspections: Engaging a third-party inspection service can offer an unbiased assessment of the supplier’s quality control measures. These services often conduct random inspections and testing to validate compliance with stated standards.
What Are the Quality Control and Certification Nuances for International Buyers?
International buyers must be aware of specific nuances related to quality control and certification. For instance, different regions may have varying standards for product compliance.
-
Certification Recognition: Buyers should ensure that the certifications held by the supplier are recognized in their region. For example, CE marking is essential for products sold in Europe, while API standards are crucial for oil and gas applications globally.
-
Documentation and Traceability: It is vital for buyers to request comprehensive documentation that tracks the production process, from raw material sourcing to final testing. This traceability can help in resolving any future disputes regarding product quality.
-
Cultural and Regulatory Differences: Understanding the cultural context and regulatory environment in the supplier’s country can also provide insights into their commitment to quality. Buyers should be prepared to navigate these differences when establishing partnerships.
By understanding the manufacturing processes and quality assurance practices of hose manufacturers, B2B buyers can make informed decisions that ensure they source reliable, high-quality products tailored to their specific needs.
Practical Sourcing Guide: A Step-by-Step Checklist for ‘Hose Manufacturers’
The following practical sourcing guide provides B2B buyers with a step-by-step checklist to effectively procure hose manufacturing solutions. This guide is tailored for international buyers, particularly from regions such as Africa, South America, the Middle East, and Europe.
Step 1: Define Your Technical Specifications
Before reaching out to potential suppliers, clearly outline your technical requirements. This includes the type of hoses needed (e.g., metal, rubber, composite), dimensions, pressure ratings, and specific applications (such as chemical transfer or high-temperature environments). Having precise specifications will help streamline the sourcing process and ensure you receive relevant proposals.
Step 2: Research and Identify Potential Suppliers
Conduct thorough research to identify reputable hose manufacturers. Utilize online directories, trade shows, and industry publications to compile a list of potential suppliers. Pay attention to companies with proven track records and expertise in your specific industry needs, as this can significantly impact product reliability and performance.
Step 3: Evaluate Potential Suppliers
Before committing, it’s crucial to vet suppliers thoroughly. Request company profiles, case studies, and references from buyers in a similar industry or region. Look for evidence of successful projects and customer satisfaction, as this can be a strong indicator of a supplier’s capabilities.
- Check for Industry Experience: Focus on suppliers that have experience in your industry, as they will better understand your specific needs.
- Assess Technical Expertise: Ensure that the supplier has engineering capabilities to assist with custom requirements.
Step 4: Verify Supplier Certifications
Ensure that your chosen suppliers possess relevant certifications that demonstrate compliance with industry standards and regulations. Certifications such as ISO 9001 (quality management) or specific industry-related standards are essential. These certifications not only reflect the manufacturer’s commitment to quality but also help mitigate risks associated with product performance.
Step 5: Request Samples and Testing
Once you’ve shortlisted potential suppliers, request samples of the hoses you intend to purchase. Testing these samples under your operational conditions is critical to ensure they meet your performance and safety standards. Look for features such as flexibility, durability, and resistance to specific chemicals or temperatures.
Step 6: Negotiate Terms and Conditions
Engage in discussions regarding pricing, lead times, payment terms, and warranty provisions. Clear communication at this stage can help prevent misunderstandings later in the procurement process. It’s also essential to discuss after-sales support, as ongoing service can be critical in maintaining product performance.
Step 7: Establish a Long-Term Relationship
After selecting a supplier, aim to build a long-term partnership. Open lines of communication and periodic evaluations can foster collaboration and innovation, allowing for continuous improvements in product offerings and service levels. A strong supplier relationship can lead to better pricing, priority service, and access to new technologies.
By following this checklist, international B2B buyers can navigate the procurement process effectively, ensuring they select a hose manufacturer that meets their operational needs and quality expectations.
Comprehensive Cost and Pricing Analysis for Hose Manufacturers Sourcing
What Are the Key Cost Components in Hose Manufacturing?
Understanding the cost structure of hose manufacturing is vital for B2B buyers to make informed sourcing decisions. The primary cost components include:
-
Materials: This is often the largest portion of the cost structure. Different hoses require varying materials such as rubber, metal, or composite materials. The choice of material significantly impacts performance, durability, and price.
-
Labor: Skilled labor is essential for manufacturing hoses, especially those that require intricate designs or high-quality standards. Labor costs can fluctuate based on the region, with some countries having lower labor costs but potentially higher quality risks.
-
Manufacturing Overhead: This encompasses the indirect costs associated with production, such as utilities, maintenance, and depreciation of machinery. Effective management of these costs can lead to more competitive pricing.
-
Tooling: The initial setup for production, including molds and dies, can be a significant upfront investment. The complexity of the hose design will dictate the tooling costs.
-
Quality Control (QC): Ensuring that hoses meet industry standards and specifications incurs costs related to testing and inspections. This is particularly important for industries like petrochemicals and pharmaceuticals, where compliance is critical.
-
Logistics: Transportation and storage costs can vary greatly depending on the supplier’s location and the shipping methods used. Buyers should factor in these costs when evaluating total pricing.
-
Margin: Manufacturers typically apply a markup to cover costs and generate profit. This margin can vary based on market demand and competition.
How Do Pricing Influencers Affect Hose Manufacturing Costs?
Several factors influence pricing in the hose manufacturing industry:
-
Volume and Minimum Order Quantity (MOQ): Larger orders often result in lower per-unit costs due to economies of scale. Buyers should negotiate MOQs that align with their needs to optimize cost savings.
-
Specifications and Customization: Custom hoses or those with specific technical requirements usually carry a premium price. Understanding the necessity of these specifications can help buyers justify the costs.
-
Material Choices: High-performance materials come at a higher cost but may provide longer life spans and reduced maintenance, affecting the Total Cost of Ownership (TCO).
-
Quality and Certifications: Hoses that meet specific industry certifications may be priced higher due to the rigorous testing and quality assurance processes involved. Buyers should assess whether these certifications are necessary for their applications.
-
Supplier Factors: The reputation and reliability of a supplier can influence pricing. Established manufacturers may charge more due to their proven track record and customer service capabilities.
-
Incoterms: The choice of Incoterms can significantly impact total costs. Buyers should ensure they fully understand the responsibilities for shipping, insurance, and customs clearance to avoid unexpected expenses.
What Are Effective Buyer Tips for Sourcing Hoses?
When sourcing hoses, especially for international transactions, buyers should consider the following strategies:
-
Negotiation: Engage in open discussions with suppliers to explore pricing flexibility. Highlighting your potential for repeat business can sometimes lead to better terms.
-
Cost-Efficiency: Analyze the Total Cost of Ownership rather than just the upfront costs. Consider factors like maintenance, durability, and operational efficiency when evaluating pricing.
-
Understand Pricing Nuances: International buyers must be aware of currency fluctuations, tariffs, and local regulations that could affect pricing. Staying informed about these factors can lead to more strategic purchasing decisions.
-
Leverage Local Insights: Buyers from regions like Africa, South America, the Middle East, and Europe should leverage local market knowledge to identify reliable suppliers and negotiate favorable terms.
Disclaimer Regarding Indicative Prices
Prices for hoses can vary widely based on the factors mentioned above. It is essential for buyers to request detailed quotes from multiple suppliers to obtain a comprehensive understanding of the market and ensure competitive pricing.
Alternatives Analysis: Comparing Hose Manufacturers With Other Solutions
Understanding Alternatives in Hose Manufacturing Solutions
In the diverse landscape of industrial applications, businesses often seek efficient solutions to meet their fluid transfer and material handling needs. While hose manufacturers offer specialized products tailored to various industries, alternative solutions may also provide viable options for specific applications. This analysis compares hose manufacturers against two notable alternatives: rigid piping systems and flexible tubing solutions. By evaluating performance, cost, ease of implementation, maintenance, and best use cases, B2B buyers can make informed decisions that align with their operational goals.
| Comparison Aspect | Hose Manufacturers | Rigid Piping Systems | Flexible Tubing Solutions |
|---|---|---|---|
| Performance | High flexibility and durability | Excellent pressure handling | Moderate pressure handling |
| Cost | Variable; can be expensive | Generally lower initial cost | Moderate; varies by material |
| Ease of Implementation | Moderate; requires fittings and expertise | Complex; requires professional installation | Easy; often user-friendly |
| Maintenance | Low; minimal wear and tear | Moderate; potential for leaks | High; may need frequent replacement |
| Best Use Case | High-temperature, corrosive environments | Fixed installations in large facilities | Low-pressure applications, temporary setups |
What Are the Advantages and Disadvantages of Rigid Piping Systems?
Rigid piping systems are often chosen for their ability to handle high pressure and flow rates. They are ideal for fixed installations, particularly in large facilities like manufacturing plants and refineries. The initial cost of rigid piping may be lower than that of hoses, especially for extensive installations. However, the complexity of installation can lead to higher labor costs. Additionally, rigid pipes can be prone to leaks and require more maintenance than hoses. They are best suited for applications where the layout is permanent and predictable.
How Do Flexible Tubing Solutions Compare to Hose Manufacturers?
Flexible tubing solutions provide versatility and ease of use, making them suitable for temporary setups or applications requiring frequent movement. They are user-friendly and can be quickly installed, reducing downtime during operations. However, flexible tubing often has limitations in pressure handling compared to hoses and rigid pipes, making them less ideal for high-stress environments. Maintenance can also be a challenge, as flexible tubing may need to be replaced more frequently due to wear and tear. Their primary use case is in low-pressure applications or where flexibility is paramount.
How Should B2B Buyers Choose the Right Solution for Their Needs?
When selecting a solution, B2B buyers should consider the specific requirements of their operations, including pressure, temperature, and the nature of the materials being transported. While hose manufacturers offer specialized, high-performance products that excel in demanding conditions, rigid piping systems and flexible tubing solutions can provide cost-effective alternatives depending on the application. Buyers should assess their operational constraints, budget, and maintenance capabilities to determine the best fit. Ultimately, the choice should align with both immediate needs and long-term operational goals, ensuring reliability and efficiency in their processes.
Essential Technical Properties and Trade Terminology for Hose Manufacturers
What Are the Essential Technical Properties for Hose Manufacturers?
When engaging with hose manufacturers, understanding the key technical properties of hoses is crucial for making informed purchasing decisions. Here are several critical specifications that should be considered:
-
Material Grade
The material grade of a hose refers to the type of materials used in its construction, such as rubber, PVC, or metal. Different materials offer varying levels of flexibility, durability, and resistance to chemicals or temperature extremes. For B2B buyers, selecting the appropriate material grade ensures that the hose can withstand the specific conditions of its intended application, whether in oil refining, chemical processing, or food and beverage industries. -
Pressure Rating
The pressure rating indicates the maximum internal pressure that a hose can safely handle. This specification is vital for ensuring the safety and reliability of hose assemblies, especially in high-pressure applications like hydraulic systems or gas transfer. Understanding pressure ratings helps buyers prevent hose failures that can lead to costly downtime or safety hazards. -
Temperature Tolerance
Temperature tolerance defines the range of temperatures a hose can endure without degrading or losing functionality. This property is particularly important for industries dealing with extreme temperatures, such as cryogenics or steam transfer. Buyers must match the hose’s temperature tolerance with their operational environment to ensure optimal performance. -
Bend Radius
The bend radius is the minimum radius a hose can be bent without compromising its integrity. A smaller bend radius allows for more flexible installation in tight spaces. For B2B buyers, knowing the bend radius is essential for ensuring that the hose can be routed correctly in their specific applications without risking damage. -
Abrasion Resistance
Abrasion resistance refers to a hose’s ability to withstand wear and tear from external forces. Hoses used in industries like mining or bulk material handling need high abrasion resistance to prolong their lifespan. This property is crucial for buyers looking to minimize maintenance costs and downtime due to hose replacements. -
Coupling Compatibility
Coupling compatibility indicates how well a hose can connect with fittings and other hose assemblies. Ensuring that the hose has compatible couplings is vital for achieving leak-free and efficient connections. Buyers should verify compatibility with existing systems to avoid complications during installation.
What Are Common Trade Terms in the Hose Manufacturing Industry?
Navigating the hose manufacturing sector also involves familiarizing oneself with industry jargon. Here are several essential trade terms:
-
OEM (Original Equipment Manufacturer)
OEM refers to companies that produce parts and equipment that may be marketed by another manufacturer. In the context of hoses, it indicates the original manufacturer of the hose or its components. Understanding OEM relationships can help buyers identify quality sources and ensure product authenticity. -
MOQ (Minimum Order Quantity)
MOQ is the smallest number of units that a supplier is willing to sell. This term is crucial for B2B buyers, as it affects inventory management and cost efficiency. Understanding MOQ helps buyers plan their orders according to budget and storage capabilities. -
RFQ (Request for Quotation)
An RFQ is a document that a buyer sends to suppliers to request pricing and terms for specific products. It is a critical step in the procurement process, allowing buyers to compare offers and negotiate terms effectively. Crafting a detailed RFQ ensures that suppliers understand the buyer’s needs. -
Incoterms (International Commercial Terms)
Incoterms are standardized international trade terms that define the responsibilities of buyers and sellers in shipping and freight. Familiarity with Incoterms is essential for B2B buyers to understand shipping costs, risks, and obligations associated with international transactions. -
Lead Time
Lead time is the period between placing an order and receiving it. For hose manufacturers, understanding lead times is essential for project planning and inventory management. Buyers should inquire about lead times to align with their operational timelines. -
Certification Standards
Certification standards refer to the quality and safety certifications that a hose must meet to be compliant with industry regulations. Familiarity with these standards ensures that buyers select hoses that adhere to safety protocols, reducing liability and enhancing operational safety.
By understanding these technical properties and trade terms, B2B buyers can make informed decisions that optimize their hose procurement processes and ensure reliable performance in their applications.
Navigating Market Dynamics and Sourcing Trends in the Hose Manufacturers Sector
What Are the Key Market Dynamics and Trends Impacting Hose Manufacturers?
The hose manufacturing sector is currently experiencing significant transformation driven by various global trends. One of the foremost drivers is the increasing demand for flexible and durable hose solutions across diverse industries, including oil and gas, chemical processing, and construction. As these sectors expand, particularly in emerging markets in Africa and South America, the need for high-performance hoses that can withstand extreme conditions is paramount. Additionally, the rise of automation and digitalization within manufacturing processes is leading to a greater focus on precision engineering and custom hose solutions tailored to specific applications.
International B2B buyers are also witnessing a shift towards integrated supply chain solutions. Manufacturers are increasingly offering comprehensive services that encompass not only the production of hoses but also the design and engineering of fittings and assemblies. This trend is particularly relevant in regions like Germany, where engineering precision and reliability are critical. Moreover, the adoption of advanced materials, such as composite hoses that combine flexibility with chemical resistance, is becoming more common, enabling manufacturers to meet stringent regulatory standards while enhancing performance.
How Is Sustainability Shaping Sourcing Trends for Hose Manufacturers?
Sustainability is becoming a cornerstone of sourcing strategies in the hose manufacturing industry. As environmental concerns rise globally, businesses are under pressure to adopt more sustainable practices throughout their supply chains. This includes sourcing materials that are not only durable but also environmentally friendly. For instance, manufacturers are increasingly using recycled materials and biodegradable options in their hose production processes, which resonate well with eco-conscious buyers.
The importance of ethical sourcing cannot be overstated. B2B buyers are now more inclined to partner with manufacturers who demonstrate a commitment to ethical labor practices and transparency in their supply chains. Certifications such as ISO 14001 for environmental management and other ‘green’ certifications are becoming critical factors in purchasing decisions. By investing in sustainable practices, hose manufacturers can not only reduce their environmental impact but also enhance their brand reputation and appeal to a broader market segment.
How Has the Hose Manufacturing Sector Evolved Over Time?
The hose manufacturing industry has undergone significant evolution over the decades, transitioning from basic rubber hoses to advanced composite and metal options. Initially, hoses were primarily made from rubber, suitable for limited applications. However, as industries grew and technology advanced, the need for hoses that could withstand higher pressures, temperatures, and chemical exposures became evident.
This evolution has seen the introduction of flexible metal hoses and composite hoses designed for specialized applications, such as cryogenic conditions or aggressive chemical transfers. Today, hose manufacturers leverage cutting-edge technology and materials science to create products that not only meet industry standards but also enhance safety and efficiency. This historical trajectory highlights the industry’s adaptability in responding to changing market demands and technological advancements, making it a crucial partner for international B2B buyers seeking reliable and innovative solutions.
Frequently Asked Questions (FAQs) for B2B Buyers of Hose Manufacturers
-
1. How do I select the right hose for my specific application?
Selecting the right hose involves understanding the specific requirements of your application, such as the type of media being transported (liquid, gas, or solid), temperature range, pressure ratings, and environmental conditions. Consult with manufacturers who offer technical resources and expertise tailored to your industry. Additionally, consider the compatibility of materials with the substances being conveyed to avoid degradation. Utilizing comprehensive training resources, like those offered by Hose Master University or Parker’s engineering support, can enhance your decision-making process. -
2. What factors should I consider when vetting hose manufacturers?
When vetting hose manufacturers, assess their industry experience, certifications, and reputation. Look for manufacturers with a proven track record in your industry, as they will better understand your specific requirements. Evaluate their quality assurance processes, customer reviews, and case studies. Additionally, inquire about their production capabilities, lead times, and after-sales support. Engaging in direct communication can provide insights into their responsiveness and willingness to customize solutions for your needs. -
3. What is the minimum order quantity (MOQ) for hoses?
Minimum order quantities (MOQs) can vary significantly among manufacturers based on their production capabilities and the type of hose. Generally, MOQs can range from a few hundred to several thousand units. It’s essential to discuss your needs directly with the manufacturer to understand their MOQ policies. If your order is below the MOQ, some manufacturers may offer flexibility, especially for custom hoses, but this could impact pricing and lead times. -
4. What payment terms should I expect when purchasing hoses internationally?
Payment terms can vary depending on the manufacturer and the nature of your business relationship. Common terms include advance payment, letter of credit, or net 30/60 days after delivery. It’s crucial to negotiate payment terms that align with your cash flow and risk management strategies. Be sure to clarify any additional costs such as shipping, taxes, and duties, which can affect the total cost of your order. -
5. How do I ensure quality assurance for my hose orders?
To ensure quality assurance, request documentation that demonstrates compliance with industry standards and certifications relevant to your application, such as ISO 9001. Manufacturers should provide test reports and inspection certificates for their products. Additionally, you may consider conducting third-party inspections or audits of the manufacturer’s facilities to verify their quality control processes. Establishing a clear communication channel for feedback and concerns can also help maintain quality throughout the order process. -
6. What are the logistics considerations for importing hoses?
Logistics considerations include shipping methods, customs regulations, and delivery timelines. Choose a reliable freight forwarder experienced in handling industrial products to navigate import regulations efficiently. Understand the customs duties and taxes applicable in your country to avoid unexpected costs. Additionally, ensure that the manufacturer provides the necessary documentation, such as commercial invoices and packing lists, to facilitate a smooth customs clearance process. -
7. Can hoses be customized to meet specific requirements?
Yes, many manufacturers offer customization options for hoses, including length, diameter, material composition, and fittings. Customization allows you to tailor hoses to meet the unique demands of your application. When discussing customization, provide detailed specifications and any industry standards that need to be met. Engaging with manufacturers early in the design process can lead to better outcomes and more efficient production timelines. -
8. What industries commonly use specialized hoses, and what are their applications?
Specialized hoses are utilized across various industries, including oil and gas, chemical processing, food and beverage, and pharmaceuticals. In the oil and gas sector, hoses are essential for transferring petroleum and LNG. The chemical industry requires hoses that can withstand corrosive substances. In food and beverage applications, hoses must meet stringent hygiene standards. Understanding the specific applications within your industry can help you choose the right type of hose for your needs, ensuring safety and efficiency in operations.
Important Disclaimer & Terms of Use
⚠️ Important Disclaimer
The information provided in this guide, including content regarding manufacturers, technical specifications, and market analysis, is for informational and educational purposes only. It does not constitute professional procurement advice, financial advice, or legal advice.
While we have made every effort to ensure the accuracy and timeliness of the information, we are not responsible for any errors, omissions, or outdated information. Market conditions, company details, and technical standards are subject to change.
B2B buyers must conduct their own independent and thorough due diligence before making any purchasing decisions. This includes contacting suppliers directly, verifying certifications, requesting samples, and seeking professional consultation. The risk of relying on any information in this guide is borne solely by the reader.
Strategic Sourcing Conclusion and Outlook for Hose Manufacturers
In the competitive landscape of hose manufacturing, strategic sourcing emerges as a critical differentiator for businesses aiming to enhance operational efficiency and reduce costs. By leveraging a diverse supplier base, buyers can ensure access to innovative materials and technologies that meet their specific needs, whether in industries like oil refining, chemicals, or utilities. The importance of collaborating with manufacturers that prioritize quality and compliance cannot be overstated; this partnership fosters reliability in product performance and safety across applications.
As the global market continues to evolve, particularly in regions such as Africa, South America, the Middle East, and Europe, international buyers must remain proactive in identifying and engaging with suppliers who are not only responsive but also aligned with their long-term goals. Investing in training resources, such as those offered by Hose Master University, can empower teams to make informed decisions and drive value from their sourcing strategies.
Looking ahead, the hose manufacturing sector is poised for growth, driven by technological advancements and increasing demand for specialized solutions. Now is the time for buyers to harness these trends and secure their supply chains by forging strategic partnerships that will enable them to excel in their respective markets. Engage with leading manufacturers today to position your business for success.